茂仁/moujen MJ-7106 限位開關 行程開關 MJ 7106 彈簧式 大電流






ME-8000
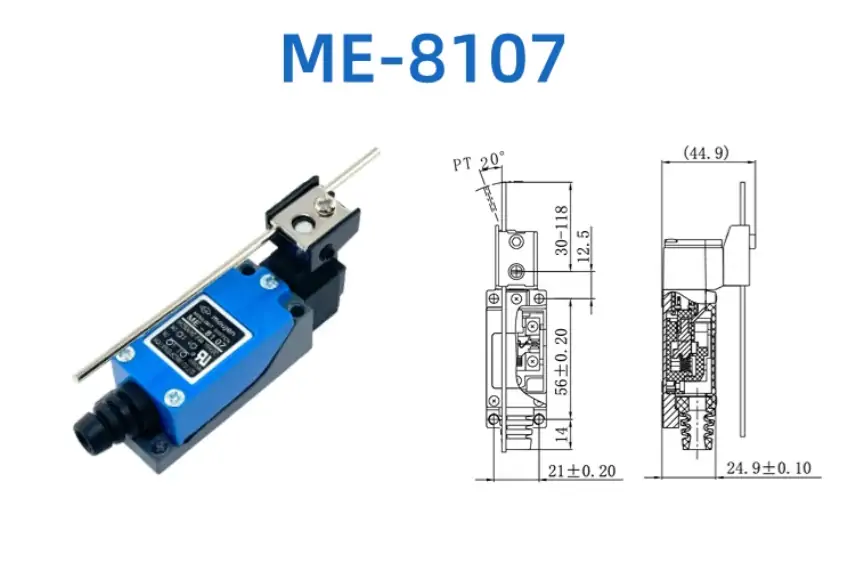
ME-8104,ME-8104F,ME-8104-L,ME-8104-M,ME-8107,ME-8107F,ME-8108,ME-8108F
ME-8108-L,ME-8108M
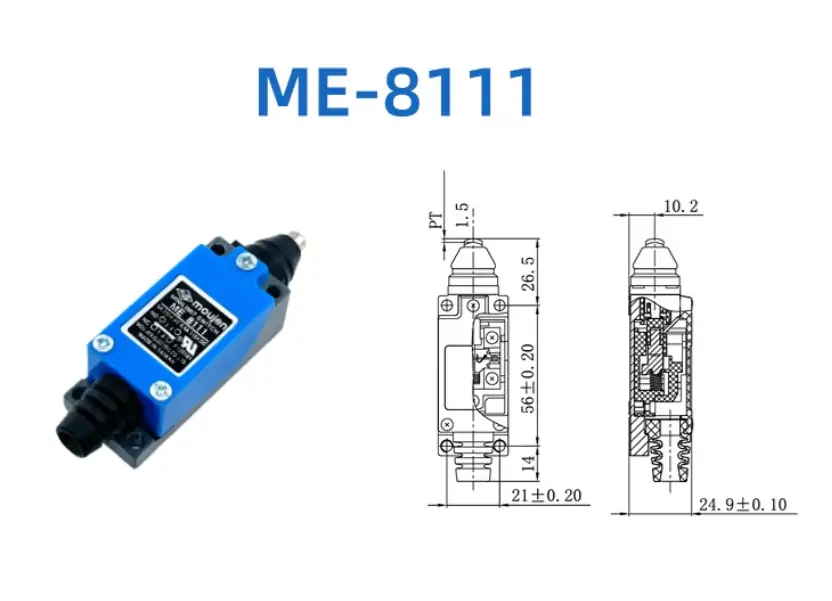
ME-8111,ME-8111F,ME-8112,ME-8112F
ME-8122,ME-8122F
ME-8166,ME-8166F,ME-8169,ME-8169F
ME-9101,ME-9101F,ME-9101-HI
MJ-3241,MJ-3241-M,MJ-3241O,MJ-3242,MJ-3242-M,MJ-3243,MJ-3244
MJ-7000
MJ-7101,MJ-7101O,MJ-7102,MJ-7102O,MJ-7102R,MJ-7102RO,MJ-7103,MJ-7103O,MJ-7104
MJ-7104-26,MJ-7104O,MJ-7106,MJ-7106O,MJ-7107,MJ-7107-L,MJ-7107O,MJ-7108,MJ-7108-26,MJ-7108O
MJ-7126
MJ-7204,MJ-7204-26,MJ-7204O,MJ-7207,MJ-7207L,MJ-7207O,MJ-7208,MJ-7208-26,MJ-7208O
分享自動縫焊機液壓系統的工作循環原理
(一)主機功能結構
汽車油箱的生產有滾邊縫合和縫焊機焊接兩種工藝方式,后者應用較多。自動縫焊機是一種集夾緊、點焊點固及縫焊焊接功能為一體的汽車油箱全液壓自動焊接設備。占地面積小,便于實現自動化生產,可降低生產成本,具有良好的經濟效益。
(二)液壓系統及其工作原理
圖1所示為縫焊機的液壓系統原理圖。系統有三組液壓執行器:夾緊缸I(1個)、點焊進給缸Ⅱ(2個)和縫焊進給缸Ⅲ(2個),共用一臺單向定量泵6供油,系統工作壓力由先導式溢流閥8調節,電磁換向閥7用于液壓泵6的升壓與卸載控制。夾緊缸I的夾緊/松開變換由電磁換向閥11控制,夾緊壓力通過先導式減壓閥9設定與控制;2個并聯的點焊進給缸Ⅱ的進給/退回運動由電磁換向閥14控制,節流閥16用于缸Ⅱ的進油節流調速。2個并聯的縫焊進給缸Ⅲ的進給/退回運動由電磁換向閥19控制,節流閥21用于缸進給時的進油節流調速。點焊缸和縫焊缸的回油路上分別設有背壓單向閥13和18,以提高缸的運動平穩性。系統中的四個測壓點P1~P4的壓力通過壓力表2及其開關1觀測。壓力繼電器12、17、22與各液壓缸的行程上布置的電氣行程開關SQI~SQ5作為向電磁鐵等元件通斷電的發信裝置,以實現系統的自動循環。
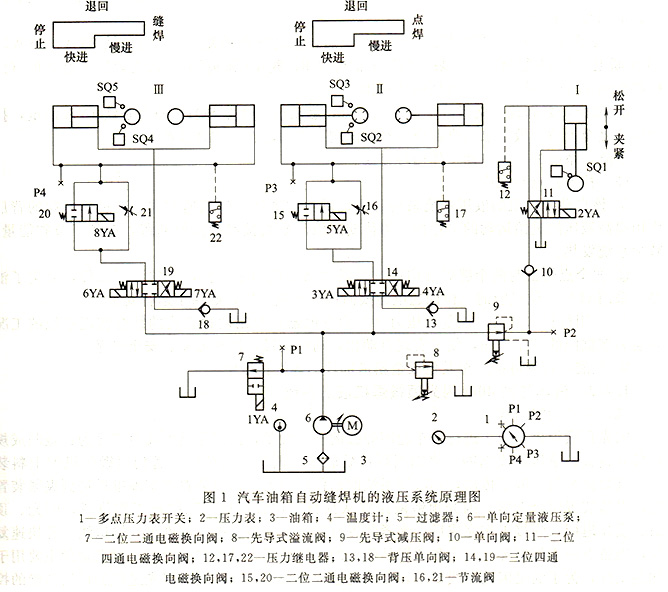
液壓系統的自動工作循環流程為:夾緊缸I夾緊一點焊進給缸Ⅱ快進一慢進一點焊一退回一縫焊 進給缸Ⅲ快進一慢進一縫焊一退回一夾緊缸松開一原位、液壓泵卸載。
系統的自動工作循環原理如下:
1、夾緊缸I夾緊,按下啟動按鈕使電磁鐵1YA和2YA通電,換向閥7和閥11分別切換至下位和右位。液壓泵6由卸載轉為升壓,其壓力油經減壓閥9、閥10與閥lI進入夾緊缸I的無桿腔(有桿腔油液經閥11排回油箱),實現夾緊動作。
2、點焊進給缸Ⅱ
a.快進。當夾緊后,系統壓力升高使壓力繼電器12發信,電磁鐵3YA和5YA通電使換向閥14和15均切換至左位。液壓泵6的壓力油經閥14和15左位進入缸Ⅱ的無桿腔(有桿腔經閥14、閥13向油箱回油),實現快進運動。
b.慢進。當缸Ⅱ快進中觸動行程開關s02后,電磁鐵5YA斷電使換向閥15復至左位。泵6的壓力油經節流閥16進入缸Ⅱ的無桿腔(回油同上),缸Ⅱ轉為慢進,慢進速度由節流閥16的開度決定。
c.點焊。缸Ⅱ慢進至終點時,系統壓力升高,壓力繼電器17發信,通過時間繼電器延時、點焊周邊四角均布四點為止。此工況的油液流動路線與慢進時相同。
d.退回。當時間繼電器延時結束時發信,電磁鐵4YA、SYA通電使閥14和閥15分別切換至右位與左位,泵6的壓力油經閥14進入缸Ⅱ的有桿腔(無桿腔經閥15、14和13向油箱排油),缸Ⅱ返回。
3、縫焊缸Ⅲ 當點焊進給缸Ⅱ退回終點觸動行程開關s03后發信,電磁鐵4YA和5YA斷電,同時6YA、8YA通電使換向閥19和20均切換至左位。液壓泵6的壓力油經閥19、閥20進入縫焊缸Ⅲ的無桿腔(有桿腔經閥19和18向油箱排油),缸Ⅲ快進。慢進、縫焊、退回與缸Ⅱ類同。
4、夾緊缸I松開 當縫焊缸Ⅲ退回終點后,觸動行程開關SQ5,電磁鐵2YA、7YA和8YA斷電,閥11復至左位。泵6的壓力油經閥9、閥10和閥11進入夾緊缸工有桿腔(無桿腔經閥11向油箱排油),實現松開動作。
5、原位,泵卸載夾緊缸I退回至終點,觸動行程開關soi,使電磁鐵1YA斷電,換向閥7復至上位,液壓泵的全部流量經換向閥7流回油箱,實現卸載。至此,系統的一個自動工作循環完成。
(三)技術特點與推廣
1、該自動縫焊機的液壓系統采用定量泵供油的進油節流調速方式,通過單向閥的背壓作用提高液壓缸進給運動的平穩性;等待期間液壓泵直接經換向閥卸載,有利于節省能量、減少系統發熱。
2、兩個點焊缸與兩個縫焊缸均通過并聯油路實現同步動作,節省液壓元件,簡化了油路;采用O型中位機能的三位四通電磁換向閥鎖緊液壓缸,確保了運行安全。
3、采用行程(開關)控制和壓力(壓力繼電器)控制兩種方式的結合實現系統的工況轉換和多缸間的順序動作,便于實現自動化,動作靈敏,調整方便、安全可靠。
4、該液壓系統可推廣至其他鈑金箱形部件的焊接機械中。
本文由蘇州逐利機電整理發布,如需轉載請瀏覽來源及出處,原文地址:http://www.mfchsuyu.cn/kg/338.html







留言信息